廖总 13713838619
耀彩网座机 0755-27873152
耀彩网邮箱 jiatian971@126.com
耀彩网网址 chinakhe.com/
耀彩网地址 深圳市宝安区福海街道展城社区会展湾中港广场-6栋B座-1108
耀彩网地址 中山市板芙镇智科路3号中南高科板芙智能装备制造项目10栋3层
耀彩网产品调剂过程中容易出现的工艺缺陷有:胶斑尺寸不合格、拉丝、浸胶染色、固化强度差等,要解决这些问题,必须研究各种工艺参数,找出解决办法。
一、点胶量大小
耀彩网根据工作经验,胶点直径应为产品间距的一半。这将确保有足够的胶水来粘合组件,而不需要过多的胶水。配药量取决于时间的长短。在实际操作中,应根据生产条件(室温、胶水粘度等)选择点胶时间。
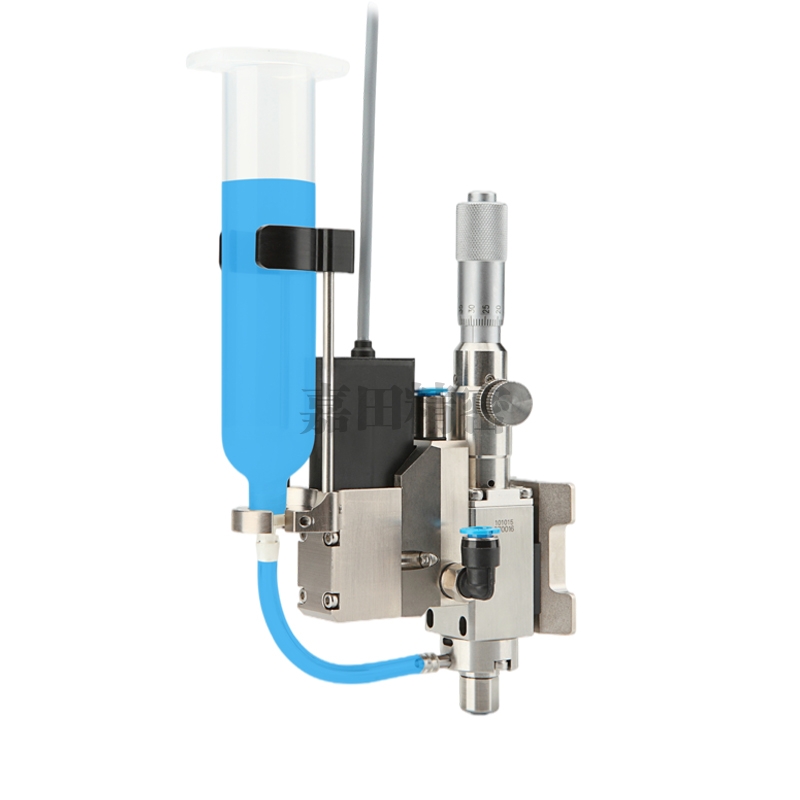
二、分配压力
点胶设备耀彩网为针筒(胶枪)提供一定的压力,保证供胶。压力决定了胶水的供给和流出速度。压力过大容易造成胶水溢出和过多的胶水;压力过小会造成断断续续的上胶和漏胶,造成产品缺陷。压力应根据胶水的性质和工作环境的温度来选择。环境温度过高会降低胶水的粘度和流动性
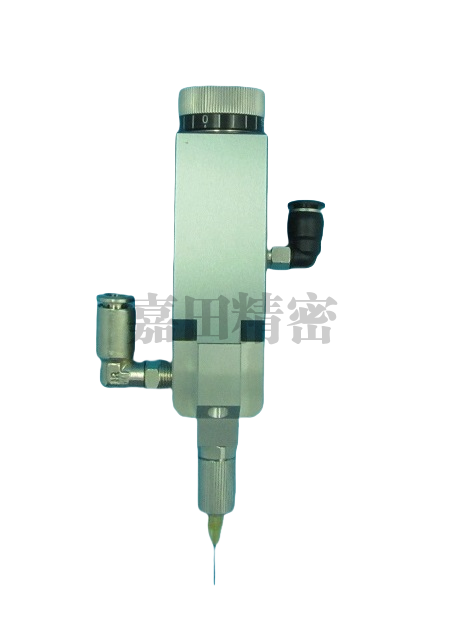
三、针头尺寸
耀彩网实际上,针的内径应该是点胶点直径的1/2左右。点胶时应根据产品尺寸选择配药针。不同尺寸的产品应选用不同的针头,既保证了胶点的质量,又提高了生产效率。
四、胶水粘度
耀彩网胶液粘度直接影响配药质量。如果粘度大,则胶点会变小,甚至拉拔;如果粘度小,则胶点会变大,然后产品可能被染色。在点胶过程中,应根据不同粘度的胶水选择合适的压力和点胶速度。
五、固化温度曲线
于胶水的固化,一般厂家给出了温度曲线。实践中,应尽量采用较高的温度,使胶固化后具有足够的强度。
六、气泡
胶水里不能有气泡。小气泡会导致很多产品无胶;每次中间更换胶管时,应将接头处的空气排空,防止空气打击现象。
七、需要特殊设置的液体
速溶胶:水性速溶胶用安全活塞和铁氟龙内衬金属针;厚速溶胶用锥形斜针;柔韧性用聚丙烯针;
耀彩网紫外线胶:使用琥珀色注射器,白色活塞和斜针(紫外线保护)。如果您使用其他类型的针,请订购防紫外线针;
紫外线固化胶:使用黑色不透明注射器,避免感光;
厌氧橡胶:10cc注射器,白色PE通用活塞;
各参数的调整应采用点面法。任何参数的变化都会影响其他方面。同时,缺陷的发生可能是多方面的。应逐一检查可能的因素。